Druckgussmaschine, Form und Legierung basieren auf
Druckgussteile, und der Druckgussprozess durchläuft sie, integriert sie organisch in ein effektives System, so dass die Druckgussmaschine und die Form gut aufeinander abgestimmt werden können und die Struktur von Druckgussteilen optimiert wird, vorzugsweise Druckgussmaschine , das Design der Druckgussform optimieren und die Flexibilität des Prozessarbeitspunkts verbessern, um eine zuverlässige Garantie für die Druckgussproduktion zu bieten. Daher ist es selbstverständlich, dass der Druckgussprozess in der Form enthalten ist.
Die Position des inneren Angusses beim Druckguss beeinflusst die konstruktive Gestaltung, Qualität und
Druckgussform Konstruktion der Druckgussteile und die Aufforderung zur korrekten Einstellung der inneren Angussposition kann durch Abfrage der Daten erhalten werden. Aufgrund der Vielfalt der Gussstrukturen ist es sehr schwierig, die richtige Position des Innenangusses zu wählen, aber es gibt auch einige Grundvoraussetzungen. Beispielsweise wird allgemein angenommen, dass die Einstellung des inneren Angusses den Metallstrahl während des Füllens in der Kavität möglichst frei machen soll. Es fließt über eine lange Strecke, d. h. die richtige Position, Form und Größe (Fließwinkel) des inneren Angusses werden mit den Druckgussparametern abgestimmt, damit sich der Metallstrahl geordnet ausdehnt und entlang der Form dreht turn Wand, und bis zum Ende weiter ausdehnen. Der größte Teil der Kavität (dh die Hauptkavität) wird durch Strahlen gefüllt, und nur ein kleiner Teil der Kavität (dh die Nicht-Hauptkavität) wird durch den Zweig der Metallschmelze oder durch die Kollision der Metall schmelzen. Das Überlaufsystem entfernt die Rückstände.
Das Gleiche
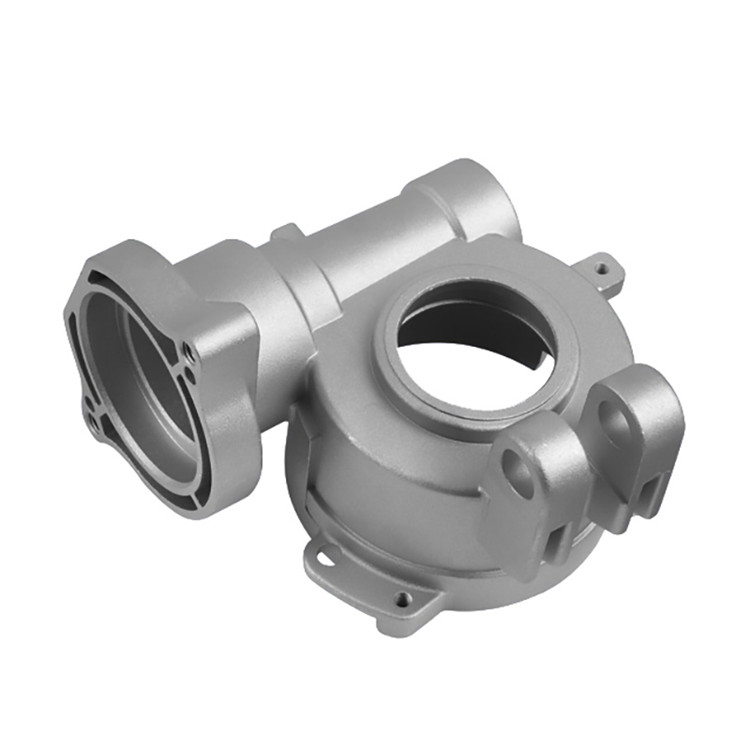
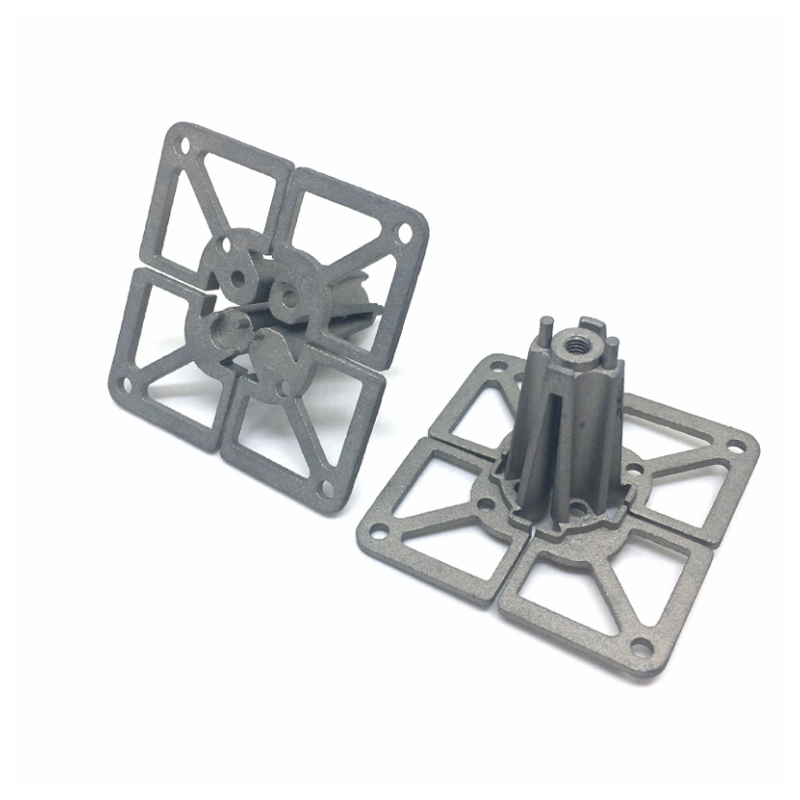
Druckgussteil wählt unterschiedliche innere Anschnittpositionen und Fließwinkel, um unterschiedliche Haupthohlräume, Nicht-Stiel-Hohlräume und deren jeweilige Flächenanteile zu erhalten. Wenn die Schale druckgegossen wird, können aufgrund der unterschiedlichen Positionen der inneren Tore unterschiedliche Ergebnisse erzielt werden. Die Haupthöhle und die Nicht-Stammhöhle. Der Anguss steht senkrecht zu einer Seitenwand, da das rechteckige Loch an der Oberseite des Teils die beiden Seitenwände trennt, so dass nur eine Seite der Haupthohlraum ist; Um die andere Seitenwand zu füllen, müssen die beiden Enden des Läufers verbunden werden, und die letzten beiden Stränge Der Flüssigkeitsstrom konvergiert, um die Füllung abzuschließen, und dieser Teil ist der Nicht-Haupthohlraum. Da der Flächenanteil der Hauptkavität nicht hoch ist, wird viel Abfall erzeugt.
Die Position des inneren Angusses wird nicht verändert, aber das obere rechteckige Loch wird mit einer Prozessrippe gleicher Wandstärke verbunden, so dass sich die Metallschmelze beim Füllen dreht, und die andere Seitenwand wird entlang der Rippe gefüllt, so dass beide Seiten Wände werden zum Haupthohlraum. , Der Anteil der Hauptkavität wird erhöht und die Qualität der Gussteile wird ebenfalls stark verbessert. Das obere quadratische Loch fügt keine Prozessrippen hinzu, aber der innere Anguss ist an einem Ende des Teils angebracht, so dass die Metallschmelze gleichzeitig von beiden Seitenwänden eingefüllt wird, wodurch der Prozentsatz der Hauptkavität erweitert wird, um die Qualität und Verbesserung der Qualifikationsquote. Dies sind drei Arten von internen Gate-Einstellungen für dasselbe Teil, was die Bedeutung der internen Gate-Position beweist.
Obwohl die Computertechnologie bei der Auswahl der Position des inneren Tors hilft, ist die Computertechnologie nur eine Methode, und die Gestaltung der inneren Torposition ist immer noch eine Schlüsseltechnologie.
Optimieren Sie basierend auf Gussteilen das Druckgussmaschine-Form-Legierungs-System, um die Prozessflexibilität zu verbessern. Im System Druckgussmaschine-Form-Legierung kann die Qualität und Leistung von Druckgussteilen durch Anpassung der Prozessparameter verbessert werden. Diese Prozessparameter werden durch ein Arbeitsfenster (OW) begrenzt. Dies zeigt, dass OW das Grenzdiagramm dieser Prozessparameter ist. Im Druckgussprozess werden die Füllzeit, die innere Angussgeschwindigkeit und der endgültige statische Metalldruck verwendet, um den OW zu definieren. Diese Parameter beziehen sich auf das Füllphänomen und hängen von der Formkonstruktion und der Leistung der Druckgussmaschine ab. Bei der Werkzeugkonstruktion werden alle Punkte in OW als gleich betrachtet und haben keine Priorität. Es kann davon ausgegangen werden, dass der beste Betriebspunkt an einer unbekannten Stelle im OW existiert, die nicht gefunden werden kann, bevor die Druckgussform auf der Druckgussmaschine installiert ist. es ist. Das einfache Auffinden eines guten Arbeitspunktes basiert bei der Werkzeugkonstruktion auf der Berücksichtigung der Flexibilität, die durch die Anpassung in OW erreicht wird.
Aus diesem Grund werden die Prozessparameter in zwei Typen unterteilt: weiche Parameter und harte Parameter. Weiche Parameter beziehen sich auf Parameter, die durch den Betrieb oder ein Steuergerät eingestellt werden, wie z. B. Leistungsstufe, Metalldruck, Schmelzetemperatur, Werkzeugtemperatur und Zykluszeit. Harte Parameter beziehen sich auf eine zu korrigierende Form oder eine Druckgussmaschine, die gleichzeitig korrigiert werden muss, wie Stempeldurchmesser, Anschnittfläche, Absaugnut usw. Weiche Parameter sind einfach zu ändern und während des Formens erfolgreich während harte Parameter schwierig, kostspielig und zeitaufwändig zu ändern sind. Oft ist es notwendig, die Form zur erneuten Korrektur zu demontieren. Daher basiert die Optimierungsmethode auf weichen Parametern und erweitert die Flexibilität der Einstellpunkte in OW, wodurch ein größerer Bereich für die Werkzeugprüfung bereitgestellt und zeit- und kostenaufwendige Werkzeugwechsel vermieden werden.
Die Werkzeugtemperatur ist einer der wichtigen Prozessparameter. Man kann sagen, dass die richtige und konstante Werkzeugtemperatur die Grundvoraussetzung für eine qualitativ hochwertige und sichere Produktion, eine hohe Produktivität, einen geringen Ausschuss und eine lange Werkzeugstandzeit ist.
Vor dem Druckguss muss die Form vorgeheizt werden, damit die Formtemperatur 150-200 ° C erreicht, was für die Beschichtung von Vorteil ist, die Reduzierung der Schmelztemperatur verringert und den Schmelzfluss verlängert, was für die Hohlraumfüllung von Vorteil ist. Darüber hinaus kann die Werkzeugvorwärmung auch die Zähigkeit des Werkzeugmaterials erhöhen und den Thermoschock der Kavitätenoberfläche reduzieren. Die beste Möglichkeit, die Form vorzuwärmen, besteht darin, heißes Öl zum Erhitzen zu verwenden, mit Hilfe einer Formtemperiermaschine, um zirkulierendes heißes Öl bereitzustellen und die Formtemperatur zu steuern. Wenn die Maschine mit einer Vorrichtung zum schnellen Be- und Entladen der Form ausgestattet ist, kann die Form vor dem Einbau vorgewärmt werden, wodurch die Vorwärmzeit der Form an der Maschine eingespart und der Start der Maschine beschleunigt werden kann. Gleichzeitig ist die Werkzeugtemperiermaschine mit einem Kühlwasserkreislauf ausgestattet, um das Werkzeug bei Bedarf zu kühlen. Gasheizung ist auch eine Methode. Je nach Werksbedingungen kann Erdgas oder Kohlegas verwendet werden. In diesem Fall kann die Werkzeugtemperatur mit einem Oberflächenthermometer und einem Temperaturstift gemessen werden. Andere Heizmethoden umfassen Elektrizität und Ferninfrarotheizung.

Ningbo Fuerd wurde 1987 gegründet und ist führend im Full-Service
Druckgusswerkzeuge,
Aluminium-Druckguss,
Zinkdruckguss,
Schwerkraftguss Hersteller. Wir sind ein Lösungsanbieter, der eine breite Palette von Funktionen und Dienstleistungen anbietet, einschließlich technischer Unterstützung.
Entwerfen,
Schimmelpilzekomplex
CNC-Bearbeitung, Imprägnierung, Taumeln, Chrom, Pulverbeschichtung, Polieren, Montage und andere Veredelungsdienstleistungen. Wir werden mit Ihnen als Partner zusammenarbeiten, nicht nur als Lieferanten.
- Full Service in Druckguss & Bearbeitung seit 1987
- Druckgussmaschine von 180 bis 4400 Tonnen
- 1500+ Satz Gussteile nach Übersee exportiert
- Vertrauen von Top-Brandings in der Automobil- und Medizinindustrie
- IATF 16949 zertifizierte Fabrik
- Berühmte "Druckgussstadt in China"
- Gut ausgebildetes Personal unterstützt Sie effizient von der Anfrage bis zum Versand.
NINGBO FUERD MECHANICAL CO., LTD
Website: https://www.fuerd.com