Mängel an Aluminium-Druckgussteilen
Bei der Herstellung von Druckgussteilen aus Aluminiumlegierungen kommt es häufig zu großflächigen, dünnwandigen Teilen. Aufgrund der strukturellen Eigenschaften großflächiger dünnwandiger Produkte kommt es bei der Produktion häufig zu Druckgussfehlern, die die Qualifizierungsrate der Produkte verringern. Die Ursachen von Druckgussfehlern wurden unter den Gesichtspunkten analysiert
Druckgussverfahren Parameter, Formaufbau etc. sowie Gegenmaßnahmen zur Fehlerbeseitigung vorgeschlagen.
Darüber hinaus gibt es viele Mängel in der
DruckgussformB. Druckgusshohlraum, Gießgeschwindigkeit usw.
In den frühen Phasen der Produktion beträgt die Qualifikationsquote nur etwa 20 %. Durch die Verbesserung der Formstruktur und die Optimierung der Prozessparameter konnte die Qualifizierungsrate auf 95 % gesteigert werden.
Unzureichende Bewässerung
1. Ursachenanalyse
Der Hauptgrund ist die schlechte Fließfähigkeit der Aluminiumlegierungsschmelze, die Schmelztemperatur, Druckgussdruck, Formvorwärmtemperatur, Druckgusszeit, Haltezeit, Gießsystem, Abluft- und Überlaufkanäle usw. betrifft.
2. Gegenmaßnahmen und Auswirkungen
(l) Die Ergebnisse zeigen, dass die Gießtemperatur (680 ± 15) ℃ beträgt.
(2) Wir haben uns für eine Druckgussmaschine mit mäßiger Schließkraft entschieden. Der ursprüngliche Entwurf verwendete eine 5000-kN-Kaltkammer-Druckgussmaschine, aber die Formgebung war nicht gut. Nach dem Einsatz einer 6500kn-Druckgussmaschine ist die Umformung relativ groß.
(3) Die Vorheiztemperatur der Form sollte im Bereich von (230 ± 20) ℃ kontrolliert werden und 350 ℃ nicht überschreiten. Andernfalls wird die Form während des Druckgusses aufgrund der hohen Temperatur der Form erneut temperiert und die Temperatur darf nicht unter 150 °C liegen. Andernfalls besteht die Gefahr, dass die Form Risse bekommt. Mit einer Flüssiggasflamme auf etwa 200 °C vorheizen und dann mit dem Druckguss fortfahren. Die Form kann mit geschmolzenem Aluminium bei hohen Temperaturen erhitzt werden. Die Serienproduktion kann erst fortgesetzt werden, nachdem sich die Formtemperatur stabilisiert hat.
(4) Wenn die Einspritzgeschwindigkeit 5 m/s, die Füllzeit 0.012 s, die Haltezeit 1.5 s und die Einspritzkraft 550 kn beträgt, ist die Qualität des Druckgusses gut und entspricht den Produktionsanforderungen.
(5) Eine unsachgemäße Auswahl der Angussposition und der Führungsform im Gießsystem kann zu positiven Stößen und Wirbelströmen führen, wenn die Metallflüssigkeit in den Formhohlraum gelangt, wodurch die Einspritzgeschwindigkeit verringert wird und Gas in den Metallfluss gesaugt wird. Die Abluftlöcher sind zu dünn oder zu wenige, verstopfen leicht, das Gas kann nur schwer abgeführt werden und die Druckgussform ist schlecht. Es gibt erhebliche Unterschiede in der Struktur von Gussstücken vor und nach der Umgestaltung des Gießsystems. Ändern Sie das „T-förmige Tor“ in „Schmaler Läufer“ und die Torform von „T“ in „Schmaler Läufer“. Gleichzeitig wurden vor dem Anschnitt Abluftlöcher und Überlaufnuten sowie auf beiden Seiten des Angusses Abluftlöcher und Überlaufnuten hinzugefügt, um den Schmelzfluss und den Gasaustritt gleichmäßiger zu gestalten.
Verziehende Verformung
1. Ursachenanalyse
Die Hauptfaktoren, die die Verformung von Druckgussteilen beeinflussen, sind das Angusssystem, das Kühlsystem und das Auswurfsystem. Je kürzer die Fließzeit vom Anguss bis zum Fließende des Gussstücks ist, desto geringer ist der Verzug; Wenn nur ein Anschnitt verwendet wird, kommt es zu einer Verformung des geformten Gussteils aufgrund der größeren Schrumpfungsrate in Durchmesserrichtung als in Umfangsrichtung. Während des Druckgussprozesses kann eine ungleichmäßige Abkühlgeschwindigkeit des Gussstücks auch zu einer ungleichmäßigen Schrumpfung des Gussstücks führen. Dieser Schwindungsunterschied führt zur Erzeugung eines Biegemoments, das zu einer Verformung des Gussteils führt. Daher ist die Anordnung der Kühlwasserlöcher in der Form sehr wichtig. Um eine ausgeglichene Kühltemperatur zwischen Hohlraum und Kern zu gewährleisten, sollte der Temperaturunterschied zwischen beiden nicht zu groß sein. Die Anordnung des Auswurfsystems hat direkten Einfluss auf die Verformung des Druckgussteils. Wenn die Anordnung des Auswurfsystems unausgeglichen ist, führt dies zu einer unausgeglichenen Auswurfkraft und einer Verformung des Druckgussteils. Bei der Gestaltung des Formsystems sollte der Entformungswiderstand im Phasengleichgewicht mit dem Entformungswiderstand sein.
2. Gegenmaßnahmen und Auswirkungen
(l) Das Gießsystem sollte angemessen angeordnet sein.
(2) Die angemessene Anordnung des Kühlwasserkreislaufs ist auf die strukturellen Eigenschaften des Produkts zurückzuführen, und die Abkühlgeschwindigkeit in der unteren Mitte des Druckgussteils des Anzeigelampenkastens ist schneller als in der Umgebung. Daher beschleunigt die Verwendung von Doppelkreisläufen um die Kavität die Abkühlgeschwindigkeit der Kavität und sorgt für eine gleichmäßigere Kühlung der Form.
(3) Die Anordnung der Auswerferstifte ist sinnvoll. Aufgrund der großen Entformungskraft auf allen vier Seiten des Druckgussteils sind in der Nähe der vier Seiten relativ dichte Auswerferstifte angeordnet, um die Auswurfkraft auszugleichen.
Kaltes Herunterfahren
1. Ursachenanalyse
Zum einen ist die Formtemperatur niedrig oder die Schmelztemperatur der Aluminiumlegierung niedrig und die Einspritzkraft gering, sodass die in den Formhohlraum eintretende Metallflüssigkeit beim Konvergieren nicht zusammenschmelzen kann. Der zweite Grund ist, dass das Gießsystem unzumutbar ist und beim Füllen des Formhohlraums in kurzer Zeit keine Hochtemperatur-Metallflüssigkeit bilden kann.
2. Gegenmaßnahmen und Auswirkungen
① Erhöhen Sie die Temperatur der Aluminiumlegierungsschmelze und -form und erhöhen Sie die Einspritzkraft. Die Oberflächenrauheit des Formhohlraums und des Gießsystems wird verringert und der Strömungswiderstand des flüssigen Metalls wird verringert. Beseitigen Sie bei der Reparatur von Formhohlräumen rechtzeitig den Einfluss der Formrauheit. Ändern Sie das Anschnittsystem, insbesondere die Anzahl und Verteilung der inneren Anschnitte.
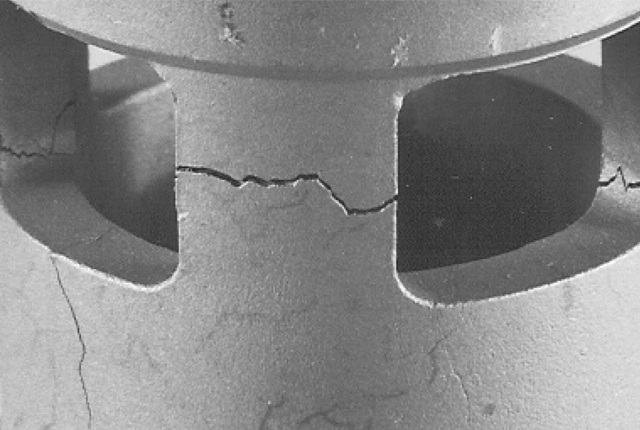
Risse
1. Ursachenanalyse
Einer davon ist, dass die Gießtemperatur zu hoch ist, was zu starker Schrumpfung und leichter Rissbildung führt; Zweitens führen Oxidationseinschlüsse zu Rissen, bei denen es sich im Allgemeinen um mehrere Ecken oder scharfe Ecken handelt, die meist an der Korngrenze auftreten, die Grenzflächenbindungskraft verringern und leicht zu Spannungskonzentrationen in diesen Teilen führen. Drittens führt ein zu kleiner Bogenübergangswinkel der Form zu Rissen.
2. Gegenmaßnahmen und Auswirkungen
(l) Kontrollieren Sie die Gießtemperatur genau und achten Sie darauf, dass die Gießtemperatur unter 695 °C liegt.
(2) Um die Sauberkeit der Ladung zu gewährleisten, ist es erforderlich, dass sich in der Ladung keine Oxidationseinschlüsse befinden. Dies gilt insbesondere für recycelte Materialien, die gründlich behandelt und in Verbindung mit neuen Materialien verwendet werden sollten. Halten Sie den Topf während des Schmelzens sauber und behandeln Sie die Metalloberfläche mit einem Schlackenentferner.
(3) Durch das Hinzufügen abgerundeter Gussecken an den Ecken der Gussstruktur und die Änderung der abgerundeten Gussformecken von rl.5 auf r3.0 ist der Fluss des flüssigen Metalls gleichmäßig, Gas kann leicht entladen werden und durch scharfe Ecken verursachte Risse werden vermieden vermieden.
Um die Mängel großflächiger dünnwandiger Bauteile zu beseitigen oder zu reduzieren
Druckgussteile aus AluminiumlegierungZu den Hauptmaßnahmen gehören: 1) vernünftige Gestaltung der Formstruktur; 2) Optimieren Sie die Parameter des Druckgussprozesses. 3) Vermeiden Sie Verunreinigungen während des Schmelzprozesses der Aluminiumlegierung. 1) Kontrollieren Sie die Gießtemperatur und die Formtemperatur genau.
Ningbo Fuerd wurde 1987 gegründet und ist ein führender Full-Service-Anbieter Druckgusswerkzeuge, Aluminium-Druckguss, Zinkdruckguss, und Schwerkraftguss Hersteller. Wir sind ein Lösungsanbieter, der eine breite Palette von Funktionen und Dienstleistungen anbietet, einschließlich technischer Unterstützung. Entwerfen, Schimmelpilzekomplex CNC-Bearbeitung, Imprägnierung, Trommeln, Chrom, Pulverbeschichtung, Polieren, Montage und andere Veredelungsdienste. Wir arbeiten mit Ihnen als Partner zusammen, nicht nur als Lieferant.